4.1 1 движение прямо. Предписывающие знаки: движение прямо, движение направо, движение налево. Установка перед перекрестком
Дорожный знак «Движение прямо» с номером 4.1.1 относится к предписывающим знакам и устанавливает разрешенное...
В технике индикатором часового типа называется такой измерительный инструмент, который производит измерение контактным методом с помощью штифта и специального зубчатого механизма, имеющегося внутри корпуса. Как правило, индикаторы часового типа оснащаются двумя шкалами измерений и используются для того, чтобы отображать величины отклонений от заданных размеров, которые составляют не более одного миллиметра. В наиболее распространенных и часто используемых индикаторах часового типа их большие шкалы разделены на сто частей. При этом цена оного деления составляет 0,01 (одну сотую долю) миллиметра. Малые же шкалы этих мерительных инструментов предназначены для того, чтобы по ним отсчитывать целое количество миллиметров, имеющихся в заданном размере. В зависимости от типа прибора и особенностей его конструкции, их может быть до пяти, семи или десяти. Чтобы установить шкалу индикатора в нулевое положение, нужно от руки произвести вращение наружной накатанной обоймы.
Требования, согласно которым должны изготавливаться индикаторы часового типа , изложены в таком нормативном документе, как ГОСТ 577 – 68 . В нем изложены установленные значения метрологических характеристик этих приборов. Само собой разумеется, что при их выпуске нужно точно соответствовать разработанной технической и конструкторской документации.
Индикатор часового типа
Технические требования на эти измерительные устройства устанавливают, что все элементы шкалы (цифры, штрихи и т.п.) на фоне циферблата должны быть отчетливо видны. Ширина штрихов должна составлять от 0,15 до 0,25 миллиметра, а длина одного деления – не менее 1 миллиметра.
В пределах одной и той же шкалы разница в ширине отдельных штрихов должна составлять не более 0,05 миллиметра. В тех случаях, когда индикаторы часового типа изготавливаются для диапазонов измерений, превышающих 10 миллиметров, действующим стандартом допускается выпускать приборы, у которых ширина штрихов составляет от 0,25 до 0,35 миллиметра.
Согласно действующим стандартам, на шкале каждое пятое деление должно быть удлиненным, а каждое десятое необходимо отмечать соответствующим цифровым значением. Что касается оцифровки шкалы, то ее необходимо производить двумя разными, хорошо отличимыми друг от друга цветами (красным и черным). Для индикаторов с верхним пределом измерений до 10 миллиметров все числовые отметки нужно наносить в двух направлениях, а свыше 10 миллиметров – в одном.
При проведении измерений индикатором часового типа его закрепляют за гладкую цилиндрическую поверхность или в специальной универсальной стойке, или на измерительном столике. После этого установленному в гильзе измерительному штифту придают натяжение, позволяющее производить измерения.
Для изготовления измерительного стержня индикатора и присоединительной гильзы используют нержавеющую или инструментальную сталь.
Измерительные поверхности стальных наконечников должны иметь твердость не менее 61 единицы по Роквеллу, а значение параметра шероховатости, которую имеет наружная поверхность присоединительной гильзы, должно быть максимум 0,63 микрометра. Для рабочих поверхностей это значение составляет не более 0,1 микрометра.
Все наружные металлические поверхности индикаторов часового типа, кроме измерительных поверхностей, покрываются надёжным защитным покрытием.
С помощью такого измерительного прибора, как индикатор часового типа, осуществляется контроль за отклонениями размеров и геометрической конфигурации различных машиностроительных деталей. Для получения максимально точных результатов измерений этими устройствами следует пользоваться в значительной степени аккуратно, избегать оказания значительных нагрузок на его механические части, и т.п. Индикаторы часового типа нужно оберегать от скопления пыли, хранить в сухих и теплых местах в футлярах.
Индикатор часового типа — измерительный прибор, инструмент, предназначен для абсолютных и относительных измерений и контроля отклонений от заданной геометрической формы детали, а также взаимного расположения поверхностей.
Применяется в машиностроении и в металлообработке.
Получил своё название за внешний вид, похожий на часы.
В цилиндрическом корпусе размещена реечно-зубчатая и шестерёнчатые передачи, преобразующие возвратно-поступательное движение измерительного стержня во вращательное движение стрелки прибора. Циферблат с ценой деления 0,01 мм и более может поворачиваться, что необходимо для юстировки прибора при измерении конкретной детали. На приборе имеется второй (малый) циферблат с ценой деления 1 мм.
Большая стрелка делает один оборот при выдвижении измерительного стержня на 1 мм, малая стрелка — при выдвижении на 10 мм.
На рабочем конце измерительного стержня находится твердосплавный шарик в сменной оправе, которым при измерении касаются измеряемой детали.
Индикаторы часового типа выпускаются нескольких моделей, различающихся, в том числе, и величиной выдвижения измерительного стержня.
Индикатор часового типа устанавливается в инструментальный штатив (наподобие лабораторного). В основании штатива закреплена цилиндрическая колонка, по которой движется муфта со стержнем с закреплённым на конце индикатором часового типа. Магнитное основание позволяет устанавливать штативы на вертикальных и наклонных плоскостях измеряемых стальных деталей без дополнительного крепления.
Общий порядок работы с индикатором часового типа:
ИНДИКАТОРЫ ЧАСОВОГО ТИПА, ТИПЫ ИЧ 0-2, ИЧ 0-5, ИЧ 0-1
Индикаторы с перемещением измерительного стержня параллельно шкале предназначены для относительных и абсолютных измерений линейных размеров и контроля отклонений от заданной геометрической формы, а также взаимного расположения поверхностей. Измерительный стержень - зубчатая рейка, перемещаясь, поворачивает триб (z=16), который жестко связан с зубчатым колесом (z=100) и вращается с ним на одной оси. Колесо находится в зацеплении с трибом (г= 10), на оси которого установлена соточная стрелка. Зубчатое колесо (г=100), на оси которого неподвижно посажена втулка с волоском, находится в зацеплении с трибом. Колесо, находясь под действием волоска, заставляет всю передачу работать на одной стороне профиля зуба, вследствие чего устраняется мертвый ход. На оси колеса установлена стрелка - указатель числа оборотов соточной стрелки. Измерительное усилие создается пружиной.
| ИЧ-02 | ИЧ-05 | ИЧ-10 | |
| Цена деления, мм | 0,01 | ||
| Пределы измерения, мм | 0-2 | 0-5 | 0-10 |
| Основная погрешность показании в пределах, мм: 0,1мм на любом участке шкалы: | |||
| Класс точности 0 | 0,004 | ||
| Класс точности 1 | 0,006 | ||
| 1мм на любом участке шкалы: | |||
| Класс точности 0 | 0,008 | ||
| Класс точности 1 | 0,01 | ||
| Всего предела измерений: | |||
| Класс точности 0 | 0,01 | 0,012 | 0,015 |
| Класс точности 1 | 0,012 | 0,016 | 0,02 |
| Размах показаний, мм | 0,003 | ||
| 150 | 150 | 200 | |
| 40 | 60 | 80 | |
|
8С 2а |
|||
| Габаритные размеры, мм | 75х42х21,7 | 108х56х24 | 108х56х24 |
| Масса, кг | 0,12 | 0,2 | 0,2 |
Пример обозначения: Индикатор часового типа ИЧ-10.
ИНДИКАТОРЫ ЧАСОВОГО ТИПА, ТИПЫ ИЧ-25, ИЧ-50
Индикаторы с перемещением измерительного стержня параллельно шкале предназначены для относительных и абсолютных измерений размеров и контроля отклонений от заданной геометрической формы, а также взаимного расположения поверхностей. Измерительный стержень - зубчатая рейка, перемещаясь, поворачивает триб (z=16), который жестко связан с зубчатым колесом (z=100) и вращается с ним на одной оси. Колесо находится в зацеплении с трибом (z=10), на оси которого установлена соточная стрелка. Триб находится в зацеплении с зубчатым колесом (z = 80), жестко связанным с трибом. Посредством ободка производится совмещение стрелки с любым делением шкалы. Измерительный наконечник оснащен твердым сплавом или (по требованию заказчика) поставляется стальным. Крепление индикатора осуществляется за гильзу. Конструкция индикатора предусматривает предохранение механизма от загрязнений и механических повреждений. По требованию заказчика индикаторы поставляются со стопором ободка, с ушком для крепления индикатора, с твердосплавным удлиненным наконечником НРДС-1,6 или НРДС-5 второго класса точности по ГОСТ 11007- 66, с твердосплавным наконечником с плоской измерительной поверхностью НРП-1 и НРП-8 второго класса по ГОСТ 11007-66.
| ИЧ-25 | ИЧ-50 | |
| Цена деления, мм | 0,01 | |
| Пределы измерения, мм | 0-25 | 0-50 |
| Основная погрешность показании в пределах, мм: | ||
| 0,1мм на любом участке шкалы: | 0,015 | |
| Всего предела измерений при проверке через 0,5 мм: | 0,032 | 0,048 |
| Размах показаний, мм: | 0,005 | |
| Наибольшее измерительное усилие, гс | 250 | |
| Колебание измерительного усилия при прямом и обратном ходе, гс, не более | 180 | |
| Диаметр присоединительной гильзы, мм |
8С 2а |
|
| Габаритные размеры, мм | 195х84х51 | |
| Масса, кг | 0,37 | 0,39 |
Пример обозначения: Индикатор часового типа ИЧ-25.
ИНДИКАТОР РЫЧАЖНО-ЗУБЧАТЫЙ, ТИП ИРБ, ИРТ

Индикатор боковой предназначен для абсолютных и относительных измерений линейных размеров и для контроля отклонений от заданной геометрической формы, а также взаимного расположения поверхностей. Шкала расположена параллельно оси измерительного рычага в его среднем положении и перпендикулярно к плоскости его поворота. Положение измерительного рычага может меняться относительно корпуса индикатора. Индикатор имеет малые габариты и незначительное измерительное усилие, что позволяет применять его при измерениях в труднодоступных местах, а также в случаях, требующих малого измерительного усилия. Индикатор состоит из корпуса коробчатой формы, закрытого крышкой, на котором смонтирован переключатель и связанное с ним устройство для изменения направления измерительного усилия. Внутри корпуса размещен рычажно-зубчатый механизм, с помощью которого перемещения измерительного рычага передаются на стрелку. Индикатор комплектуется державкой для удобства измерений в труднодоступных местах, переходной втулкой с наружным диаметром 8мм для крепления индикатора в стойках, штативах...
| Цена деления, мм | 0,01 |
| Пределы измерения, мм | 0,8 |
| в интервале 0,1 мм | 0,005 |
| на всем пределе измерений | 0,010 |
| Измерительное усилие, гс: | 30 |
| Угол поворота измерительного рычага от среднего положения, град : | |
|
Усилие поворота измерительного рычага, гс : |
150-300 |
| Габаритные размеры, мм | 82х29х24 |
| Масса, кг | 0,05 |
Пример обозначения: Индикатор рычажно-зубчатый типа ИРБ.
ИНДИКАТОР ЧАСОВОГО ТИПА, ТИП ИТ
Индикатор с перемещением измерительного стержня перпендикулярно шкале предназначен для относительных и абсолютных измерений линейных размеров, контроля отклонений от заданной геометрической формы, а также взаимного расположения поверхностей. Перемещения измерительного стержня через двуплечий рычаг и передаточный механизм, аналогичный механизму индикатора ИЧ-2 (ГОСТ 577-68), передаются на стрелку. Ободок служит для совмещения стрелки с любым делением шкалы. Индикаторы выпускаются двух классов точности: 0 и 1.
| Цена деления, мм | 0,01 |
| Пределы измерения, мм | 0-2 |
| Основная погрешность показании, мм: | |
|
класс точности 0 |
0,004 |
|
класс точности 1 |
0,006 |
|
1мм на любом участке шкалы: |
|
|
класс точности 0 |
0,008 |
|
класс точности 1 |
0,01 |
|
Всего предела измерений: |
|
|
класс точности 0 |
0,01 |
|
класс точности 1 |
0,012 |
|
Размах показаний, мм: |
0,003 |
|
Наибольшее измерительное усилие, гс: |
150 |
|
Колебание измерительного усилия при прямом или обратном ходе, гс: |
40 |
| Габаритные размеры, мм : | 63х42х41 |
| Масса, кг : | 0,14 |
Пример обозначения: Индикатор часового типа ИТ.
ИНДИКАТОРЫ ЧАСОВОГО ТИПА, ТИПЫ 1ИЧТ, 2ИЧТ

Индикаторы типов 1ИЧТ и 2ИЧТ применяются соответственно с приборами ТК и ТК-2 и предназначены для измерения разности глубин отпечатков, произведенных вдавливанием алмазного конуса в испытываемый материал при предварительной и основной нагрузках.
| Цена деления, мм | 0,01 |
|
Общее перемещение измерительного стержня, мм |
8-9 |
|
Основная погрешность прямого хода индикатора в пределах, мм: |
0,01 |
|
рабочего участка шкалы при поверке через каждые 0,05мм |
0,005 |
|
нормированного участка шкалы при поверке через каждые 0,02мм |
0,003 |
|
Измерительное усилие, гс |
120-200 |
| Габаритные размеры, мм : | 122х102х42 |
| Масса, кг : | 0,59 |
Пример обозначения: Индикатор часового типа 1ИЧТ
ИНДИКАТОР ЧАСОВОГО ТИПА, ТИП ЗИЧТ
Индикатором типа ЗИЧТ комплектуется прибор ТКС-1, служащий для измерения твердости тонких поверхностных слоев металлов, образующихся при азотировании, цементировании, цианировании, поверхностной закалке и т. п. Индикатор имеет две шкалы: неподвижную с нанесенной на ней точкой, при совмещении с которой малой стрелки фиксируется момент наложения предварительной нагрузки, и подвижную основную, па которой при помощи большой стрелки производится отсчет разности глубин отпечатков при наложении основной нагрузки вдавливания.
| Цена деления, мм | 0,005 |
|
Величина рабочего участка шкалы в делениях |
120 |
|
Общий ход измерительного стержня, мм |
8 |
|
Основная погрешность прямого хода, мм: |
|
|
в пределах рабочего участка шкалы при поверке через каждые 0,025мм |
0,005 |
|
в пределах нормированного участка шкалы при поверке через каждые 0,005мм |
0,003 |
|
Размах показаний, мм |
0,002 |
|
Измерительное усилие гс (н) |
80-100 |
| Габаритные размеры, мм : | 102х122х42 |
| Масса, кг : | 0,59 |
ИНДИКАТОРЫ ЧАСОВОГО ТИПА, ТИПЫ 1ИЧС, 2ИЧС

Индикаторы данного типа отличаются от обычных увеличенной шкалой и предназначены для комплектации станков ЗА423 и ХШ-132. Большой интервал делений и широкие четкие штрихи циферблата облегчают отсчет показаний. Механизм индикатора частично закрыт от проникновения охлаждающих жидкостей, масла и пыли, что позволяет использовать индикаторы для измерений непосредственно на станках. По схеме действия индикаторы аналогичны индикаторам типа ИЧ.
| Цена деления, мм |
0,1 с рычагом, 1: 10 (1ИЧС); |
|
Предел измерений, мм |
0,5 |
|
0,1мм на любом участке шкалы |
0,006 |
|
1мм на любом участке шкалы |
0,01 |
|
Всего предела измерения |
0,016 |
| 0,003 | |
|
Наибольшее измерительное усилие, гс (н) |
150 (1,5) |
|
Колебание измерительного усилия при прямом или обратном ходе, гс (н) |
60 (0,6) |
| Габаритные размеры, мм : | 124х88х27 |
| Масса, кг : | 0,325 |
Пример обозначения: Индикатор часового типа 1ИЧС.
ГОЛОВКА ИЗМЕРИТЕЛЬНАЯ РЫЧАЖНО-ЗУБЧАТАЯ, ТИП ИГ (1ИГ, 2ИГ)

Головка предназначена для точных относительных измерений линейных размеров и может применяться как в измерительной стойке, так и в различного рода контрольных и измерительных приборах и приспособлениях. Кинематическая цепь головки состоит из двух неравноплечих рычажных пар и одной зубчатой пары. Оси механизма установлены в корундовых подшипниках. Кинематическое замыкание механизма обеспечивается моментной пружиной-волоском. Измерительный стержень выполнен из нержавеющей стали, имеет глубокое арретирование - его перемещение на 2мм превышает пределы измерения. Точная установка головки на нуль обеспечивается специальным винтом с, пределами регулирования не менее 10 делений шкалы, при этом погрешность показаний головки не меняется, так как точная установка осуществляется за счет поворота всего механизма головки относительно корпуса. Головка имеет высокую износоустойчивость благодаря армированию контактных поверхностей механизма твердым сплавом и разгрузки механизма от измерительного усилия. Малое колебание измерительного усилия позволяет применять головки в нежестких стойках и кронштейнах. Головка снабжена арретиром и переставными указателями пределов поля допуска. Сферическая измерительная поверхность наконечника выполнена из корунда. По заказу могут поставляться наконечники с плоской измерительной поверхностью диаметром 3 мм. Крепление головки производится с помощью втулки диаметром 8 мм или за ушко с задней стороны корпуса (головки с ушком изготовляются по заказу).
| 1ИГ | 2ИГ | |
| Цена деления, мм | 1 | 2 |
|
Предел измерений, мм |
±0,05 |
±0,1 |
|
Допускаемая погрешность показаний в пределах, мм: |
||
|
на участке ±30 делений |
±0,4 |
±0,8 |
|
на участке свыше ±30 делений |
±0,7 |
±1,2 |
|
Вариация показаний, мм, не более |
0,2 | 0,4 |
|
Измерительное усилие, гс(н) |
||
| Габаритные размеры, мм : | ||
| Масса, кг : | ||
Пример обозначения головки измерительной рычажно-зубчатой типа ИГ с ценой деления 1 мкм: Головка 1 ИГ.
ИНДИКАТОР МНОГООБОРОТНЫЙ, ТИП МИГ (1 МИГ, 2МИГ)

Индикатор предназначен для высокоточных абсолютных и относительных измерений линейных размеров и может применяться как в измерительной стойке, так и в различного рода контрольных и измерительных приборах и приспособлениях. Индикатор данного типа является самым точным из группы многооборотных приборов благодаря использованию двухрычажного механизма, имеющего малую теоретическую ошибку. Оси механизма установлены в корундовых подшипниках. Кинематическое замыкание механизма обеспечивается моментной пружинкой-волоском. Измерительный стержень выполнен из нержавеющей стали, имеет глубокое арретирование - его перемещение на 1мм превышает пределы измерения по шкале. Высокая износоустойчивость индикатора обеспечивается армированием контактных поверхностей механизма твердым сплавом и разгрузкой механизма от измерительного усилия. Индикатор имеет арретир и винт установки на нуль с пределами регулирования не менее 20 делений шкалы. Сферическая измерительная поверхность наконечника выполнена из корунда. По заказу могут поставляться наконечники с плоской измерительной поверхностью. Крепление индикатора производится с помощью втулки диаметром 8мм. По заказу изготовляются индикаторы с ушком на задней стороне корпуса.
| 1МИГ | 2МИГ | |
| Цена деления, мм | 1 | 2 |
|
Предел измерений, мм |
0-1 | 0-2 |
|
Допускаемая погрешность показаний, мкм, в пределах одного оборота стрелки |
2 | 3 |
|
в пределах 1мм |
2,5 | 4 |
|
в пределах 2мм |
- | 5 |
|
Вариация показаний, мм |
0,5 | 1 |
|
Измерительное усилие, гс(н) |
200 (2) | |
|
Колебание измерительного усилия, гс(н) |
50 (0,5) | 70 (0,7) |
| Габаритные размеры, мм : | 70х106х20 | |
| Масса, кг : | 0,110 | |
Пример обозначения индикатора многооборотного с ценой деления 1 мкм: Индикатор 1 МИГ

Рис. 5.40 Метод обратных индикаторов
Два радиальных индикатора используются для измерения положения подвижного вала по отношению к неподвижному в двух плоскостях вдоль их длины.

Рис. 5.41 Стационарный индикатор (СИ) измеряет смещение в плоскости на стационарном вале или полумуфте

Рис. 5.42 Подвижный индикатор (ПИ) измеряет смещение в плоскости на подвижном вале или полумуфте
Используя два значения смещения, а также размеры креплений и самой машины, определяется относительное положение подвижного вала путем расчетов или графического построения.
При центровке радиально-осевым методом машин, валы которых имеют осевой разбег и эти колебания больше 0,025 мм, особенно у машин с подшипниками скольжения, возникают ошибки при измерениях осевым индикатором. Поскольку метод обратных индикаторов не требует осевых измерений, то в нем исключены ошибки такого рода.Б. >

Рис. 5.43 Сравнение с радиально-осевым методом
Для работы методом обратных индикаторов имеется большое разнообразие конструкций креплений на валах. Рекомендуется выбирать и использовать специально разработанные конструкции, чтобы они годились для монтажа на валах различных диаметров. Эти крепления должны содержать набор штанг для перекрытия промежутка между полумуфтами. С помощью этих креплений можно быстро и качественно выполнить центровку. Но предварительно нужно определить прогиб штанг, входящих в стандартные наборы.
Одни крепления разрабатываются так, что допускают разъединенное состояние полумуфт во время центровки методом обратных индикаторов, другие требуют собранного состояния муфт во время этого процесса.

Рис. 5.44 Крепления на разомкнутых валах

Рис. 5.45 Крепления на собранных валах
Многие из креплений приспособлены для выполнения центровки с индикаторами, смонтированными в одинаковом положении по окружности валов (как показано выше) или развернутыми друг относительно друга на 180°, то есть в противоположных точках часового циферблата.

Рис. 5.46 Крепления, смонтированные противоположно друг другу

В зависимости от типа используемого крепления необходимо соблюдать следующие предосторожности.
Для точного определения положения подвижного вала по расчетам методом обратных индикаторов или графическим построением необходимо определить положение индикаторов относительно передних и задних лап подвижной машины.
Эти размеры определяются с помощью стандартной рулетки. Каждый размер должен быть измерен с точностью 1/8" (1-2 мм).

Рис. 5.48 Вводимые размеры в методе обратных индикаторов
Размер "А"
Размер "А" – расстояние между штоками индикаторов. Он измеряется параллельно осям валов. Это наиболее критичный размер и его необходимо измерять очень тщательно. Как упоминалось ранее, при установке креплений для центровки методом обратных индикаторов позаботьтесь о максимально возможном размере между штоками индикаторов, в зависимости от размеров машины и свободного пространства.
Размер "В"
Размер "В" – расстояние от индикатора со стороны подвижной машины до центра болта крепления передних лап. Это расстояние измеряется параллельно оси вала. В особенности на больших машинах иногда полезно использовать струну или поверочную линейку для переноса положения штока подвижного индикатора на фундамент машины перед измерением этого размера.
Размер "С"
Размер "С" расстояние между центрами болтов крепления передних и задних лап. Это расстояние измеряется параллельно валу.
При проведении измерений важно знать, что различные установки индикаторов влияют на знак показаний по-разному. Этот эффект вызван тем, что оба индикатора имеют одинаковое направление измерений - плюс/минус и смонтированы, как ясно из названия метода, напротив друг друга.
Влияние различных установок показано ниже.


Рис. 5.50 Обнуление в 12 или 3 час. Изменение знака ПИ
Обнуление в 6 или 9 час. Изменение знака СИ
Следующая процедура измерений описывает обе ситуации для установки, показанной на рис.5.50.
Процесс измерений методом обратных индикаторов состоит из следующих операций:
Получение серии измеренных значений рассматривается в некоторых случаях как опциональное, но все-таки очень рекомендуется это делать Для большинства задач центровки желательно иметь запись полного ряда данных, в том числе и размеров "А", "В" и "С". Измеренные значения используются для ряда задач:
Для получения полного ряда измерений выполните следующее:
Для записи результатов используйте вид записи, показанный ниже.

Рис. 5.51 Документирование исходных значений
Для измерения вертикальной несоосности выполните следующие шаги:

Для определения смещения в вертикальной плоскости по значению размаха показаний индикаторов в положении 6:00 применяются следующие правила:
Для определения углового излома по двум показаниям смещения в вертикальной плоскости следуйте правилу:
Рассмотрим следующий пример размаха показаний индикаторов в положении 6:00.

Рис. 5.55 Пример размаха индикаторов
При измерениях и интерпретации значений горизонтальной несоосности следует установить правильное направление взгляда. Все положения, связанные с часовой стрелкой циферблата, соотносятся с положением смотрящего, показанного на рисунке ниже, то есть стоящего позади подвижной машины лицом к стационарной машине.

Рис. 5.56 Измерение горизонтальной несоосности
Для измерения горизонтальной несоосности выполните следующее:

Для определения горизонтального смещения по показаниям размаха значений в положении 3:00 следуйте следующим правилам:
Для определения углового излома в горизонтальной плоскости по двум показаниям смещения используйте следующее правило:
Рассмотрим следующий пример размаха показаний индикаторов в положении 3:00.

Рис. 5.59 Показания в положении 3:00.
Можно использовать множество различных уравнений для расчетов в разнообразных вариантах метода обратных индикаторов. Информация, представленная здесь, относится к установке обратных индикаторов, изображенной на рисунке ниже. Рассматриваемые уравнения используются для расчета положения передних и задних лап подвижной машины по показаниям СИ и ПИ.
Расчеты несоосности относятся к обеим плоскостям – горизонтальной и вертикальной. Хотя, они обычно применяются в основном для вертикальной плоскости. Как было представлено ранее, несоосность в горизонтальной плоскости может быть найдена без расчета или графического построения точного положения передних и задних лап.
Как было показано раньше и изображено на рисунке ниже, используется следующая установка, размеры и знак смещения.

Рис. 5.60 Установка для расчета положения лап
Положение передних лап подвижной машины определяется следующим уравнением:

Рис. 5.61 Расчет для передних лап
Положение задних лап подвижной машины определяется следующим уравнением:

Рис. 5.62 Расчет для задних лап
Исходные данные
Заданы следующие значения вертикальной несоосности:
Расчет положения передних лап

Рис. 5.63 Передние лапы выше на 25,2 мил (0,64 мм); подкладки необходимо удалить

Рис. 5.64 Задние лапы выше на 51,6 мил (1,31 мм); подкладки необходимо удалить
Как упоминалось выше, одним из путей определения положения передних и задних лап подвижной машины по показаниям СИ и ПИ является выполнение расчета методом обратных индикаторов.
Другой путь – построение чертежа на миллиметровке. Основное достоинство графического построения – то, что наглядно представлены осевые линии и состояние несоосности.
Представленная здесь информация используется в устройстве метода обратных индикаторов, где оба индикатора присоединены в одном и том же положении по окружности.
Графическое построение может применяться для обеих, горизонтальной и вертикальной, плоскостей расчета несоосности. Хотя, обычно оно используется преимущественно для вертикальной плоскости. Как сказано выше, корректировка несоосности в горизонтальной плоскости может быть выполнена без расчетов или графических построений точного положения передних и задних лап.
Для построения графика в масштабе выполняются следующие шаги:
После завершения всех вышеперечисленных шагов получится чертеж, похожий на приведенный ниже. В этом примере размеры А, В и С равны 100 мм.

Рис. 5.65 Разметка чертежа
После разметки чертежа необходимо перейти к построению смещений в плоскостях стационарного индикатора (СИ) и подвижного индикатора (ПИ). Для построения чертежа выполните следующее:
В нижеприведенном примере смещение СИ равно -0,2 мм и смещение ПИ равно -0,1 мм.

Рис. 5.66 Изображение на чертеже
После нанесения на чертеж смещений СИ и ПИ для определения положения подвижного вала выполните следующее:
На примере ниже передние лапы машины расположены правильно; нет необходимости в их корректировке. Задние лапы расположены на 0,1 мм выше; необходимо удалить подкладки из-под обеих задних лап.
.jpg)
Рис. 5.67 Определение положения подвижного вала
При корректировке несоосности используется множество различных операций. Последовательность шагов в процессе корректировки немного меняется в зависимости от специфики условий центровки машины.
Перед корректировкой несоосности
Перед корректировкой несоосности выполняются следующие операции:
После корректировки несоосности
После корректировки несоосности выполняются следующие операции:
Общие вопросы корректировки
Когда дело доходит до действительных перемещений машины, то есть, РЕШЕНИЯ ПРОБЛЕМЫ, часто возникает несколько вопросов:
Каждый из этих вопросов стоит внимания и на него будет дан ответ.
Определение последовательности корректировок
Корректировка несоосности включает в себя начальные и конечные этапы корректировки. Начальные делаются для минимизации величины несоосности и увеличения точности при измерениях центровки.
Перед тем как совершать перемещения взгляните на горизонтальное и вертикальное положение подвижной машины. В основном, вы начнете процесс корректировки с плоскости, где несоосность больше, а затем перейдете к окончательной корректировке.
| Проведение корректировок | Если | То |
Несоосность равна или меньше 0,5 мм |
||
И вертикальная и горизонтальная для передних и задних лап |
Несоосность больше 0,5 мм |
|
Или вертикальная или горизонтальная для передних и задних лап |
Несоосность больше 0,5 мм |
|
Рассмотрим следующие данные:
В этом примере горизонтальная несоосность в два раза больше вертикальной. Поэтому, будет сделана первоначальная горизонтальная настройка; затем, перейдут к горизонтальной корректировке.
Определите вертикальное положение подвижной машины, используя расчеты и/или графическое построение.
Рис. 5.68 Проведение вертикальных корректировок. Положительные значения на лапах означают, что подвижная машина расположена высоко, поэтому вы удалите прокладки. Отрицательные значения означают, что подвижная машина расположена низко и вы добавите прокладки.
Советы по вертикальной корректировке
Как правило, при работе методом обратных индикаторов используют две различных процедуры горизонтальных корректировок:
Для корректировки горизонтальной несоосности по контролю перемещений на лапах подвижной машины выполняются следующие шаги:

Рис. 5.69 Горизонтальные корректировки. Индикаторы на лапах
Для корректировки горизонтальной несоосности по контролю показаний индикаторов, закрепленных на муфте, выполняются следующие шаги:

Рис. 5.70 Горизонтальные корректировки. Контроль индикаторами, смонтированными на муфте.
Советы по горизонтальной корректировке
После выполнения окончательных вертикальных и горизонтальных корректировок вам необходимо:
Индикаторы предназначаются для относительного или сравнительного измерения и проверки отклонений от формы, размеров, а также взаимного расположения поверхностей детали. Этими инструментами проверяют горизонтальность и вертикальность положения плоскостей отдельных деталей (столов, станков и т. п.), а также овальность, конусность валов, цилиндров и др.
Кроме того, индикаторы применяются для проверки биения зубчатых колес, шкивов, шпинделей и других вращающихся деталей.
Индикаторы изготовляются с пределами измерения 0-3; 0- 5; 0-10 мм.
Индикаторы бывают часового и рычажного типа.
Наибольшее распространение имеют индикаторы часового типа, которые в сочетании с другими инструментами (нутромерами, глубиной мерами и др.) используются для измерения внутренних и наружных размеров, параллельности, плоскостности и т. д.
Часовой индикатор (рис. 47, а) состоит из корпуса 4, в котором через всю длинную втулку 6 проходит измерительный стержень 7 (шпиндель) с зубчатой рейкой, нарезанной на его поверхности.


Рис. 47. Индикатор :
а - общий вид часового индикатора: 1 - циферблат, 2 - обод, 3 - головка, 4 -корпус, 5 - циферблат, 6 - втулка. 7 - измерительный стержень (шпиндель), 5 - наконечник, 9- шарик: б - приемы измерения индикатором детали в центрах: 1 - призма, 2 - индикатор, 3 - стойка, 4 - штанга, 5 - проверяемая деталь, 6- гайка; в - приемы измерения небольших деталей
В нижнем конце шпинделя установлен наконечник 8 с запрессованным в него шариком 9, являющимся измерительной поверхностью.
Зубья рейки соединяются с шестерней, сидящей на одной оси с большой шестерней, передающей движение другой шестерне, а следовательно, и укрепленной на оси ее стрелки.
Поворот маленькой стрелки, показывающей перемещение шпинделя в миллиметрах, производится шестерней.
Измерительное давление осуществляется устройством с пружиной, а устранение мертвого хода в углах механизма - пружиной, которая все время стремится переместить шестерни в одно и то же положение.
На лицевой стороне индикатора имеется циферблат 1 с круговой шкалой, разделенной на 100 частей. Полный оборот большой стрелки по этой шкале соответствует 1 мм вертикального перемещения стержня 7, а поворот стрелки на одно деление соответствует перемещению стержня на 0,01 мм. Перемещение стержня на целые миллиметры отмечается стрелкой по другой шкале, находящейся на циферблате 5.
На ноль индикатор устанавливают поворотом обода 2 циферблата или головки 3 измерительного стержня (при неподвижном циферблате).
При измерении индикатор 2 устанавливают (рис. 47, б) на передвижной штанге 4, которая закрепляется на стойке 3. Стойка соединена с призмой 1 и закрепляется гайкой 6. Такое устройство дает возможность устанавливать индикатор в любой точке измеряемой детали 5.
При измерении измерительную поверхность шарика прижимают к проверяемой поверхности (рис. 47, в) и, перемещая деталь или индикатор, определяют отклонение по шкале.
В современном производстве невозможно обойтись без определенных измерительных инструментов. Их наличие позволяет выполнять многие виды работ, в том числе ремонтные, произвести закупку запчастей, а также их изготовление в соответствии с установленными параметрами. Особенно в данных приборах нуждается металлообрабатывающая отрасль, вне зависимости от специфики выпускаемой продукции. Для получения точных показаний линейных размеров, относительных измерений отклонения от расположения поверхностей и номинальной величины требуется индикатор часового типа.
Оборудование используется для измерений абсолютной и относительной величин, контроля отклонений от назначенной формы геометрии изделия и взаиморасположения поверхностей. Устройства часового типа обладают широким охватом измерений. Они незаменимы для сравнительного анализа, при радиальных и осевых биениях детали, проверке параллельных сторон, например, у призм. Стрелки сразу же дают возможность обнаружить отклонения.
Конструкция индикатора предусматривает наличие соединяющих шестерен и рычагов, оказывающих усиленное воздействие на колебание стержня (щупа), и путем преобразования движения прибор формирует показания. В подавляющей массе механизмов перемещение стержня на 1 мм идентично одному кругообращению стрелки. Таким образом, цена деления (соответственно, значение движения щупа), которое прибор может достоверно измерить - 0,01 мм. Отмерочные пороги обозначены 0-5, 0-10 и 0-25 мм. Индикаторы ИЧ-типа классифицируют по степени точности:
Измерители нулевого класса характеризуются минимальной погрешностью полученных данных, а второго - максимальной.
Точность, маленькая погрешность и долгий эксплуатационный срок индикаторов дают возможность использовать их в производстве, на заводах и фабриках, станциях технического обслуживания. Процедура измерения торцевого биения тормозного барабана транспортного средства требует обязательного задействования ИЧ-индикатора.
Есть приборы, работающие на зубчатой передаче. В них стержень и зубчатая рейка представляют собой цельную часть. Рейка зацепляется за 16-ти зубчатое колесико. Малый рычажно-зубчатый прибор применяется в местах с трудным доступом и изготовлении некоторых деталей в слесарном деле.
Серия ИЧ состоит из корпуса, механизма передачи, шкалы, стрелки, измерительного щупа, и нейтрализующей люфты пружины (сцепление зубчатых колес всегда совершается с одного профиля зубцов). На вращающемся циферблате возможна установка нуля для относительных замерений, и маркера допуска в каком угодно месте. В продаже можно встретить приспособления со специальным ушком для закрепления на штативе.
Многие модели на конце стержня оснащены шариком из твердого сплава в сменяемой оправе. Он должен прикасаться к измеряемой детали. Давление на щуп осуществляется с помощью пружины, устроенной между корпусом и стержнем. Чтобы произвести измерения, индикатор ставится в штатив или стойку. В основании присутствует цилиндрическая штанга, по ней крепится мобильная муфта со стержнем, на конце устанавливается измерительный прибор. Держатель нередко комплектуется фундаментом с магнитами, благодаря которым его можно поставить по вертикали или под наклоном для работы с изделиями, не прибегая к дополнительной фиксации.
По корпусным характеристикам ИЧ-устройства подразделяются на:
Кроме этого, универсальные приборы, в зависимости от перемещения стержня относительно шкалы, делятся на:
Перед тем, как приобрести индикатор ИЧ, необходимо проверить цену деления и размах. Чем меньше первый показатель, тем точнее будет производиться измерение. Чем шире размах (диапазон), тем максимальнее отклонение в миллиметрах может измерять устройство.

Дорожный знак «Движение прямо» с номером 4.1.1 относится к предписывающим знакам и устанавливает разрешенное...

Рено Каптюр – уникальное сочетание эффективной внешности, отличной управляемости и удобства использования. Существенное...

В условиях сегодняшнего рынка, Хендай Грета является одним из самых востребованных автомобилей . Такая популярность...

Неисправности случаются как у дорогих немецких или американских модификаций бензопил, так и у их дешевых китайских...

Чаще всего к нашим домам, участкам, гаражам подведена однофазная сеть 220 В. Потому оборудование и все самоделки делают...

Индекс пенетрации характеризует термическую чувствительность битумных вяжущих. Для той цели используется и более простой...

, это абсолютно идентичные по дизайну и характеристикам аппараты. Описание экстремального телефона Land Rover...

Когда речь заходит о поведении на дорогах, то большинство людей привычно думает об автомобилях и правилах...

ДАТЧИКИ СИСТЕМЫ УПРАВЛЕНИЯ ДВИГАТЕЛЕМ Датчик температуры охлаждающей жидкости представляет собой термистор...

Переделка шуруповерта на литиевые аккумуляторы — почти все модели шуроповертов старого образца работали на...

КОНДИЦИОНЕР HISENSE ИНСТРУКЦИИ ПО ИСПОЛЬЗОВАНИЮ И УСТАНОВКЕ AS-07HR4SVNNS AS-09HR4SVNNS4 AS-12HR4SVNNS1...

Международный холдинг General Climate основан в 2002 году и в скором времени прочно занял свое место на рынке....

Вне зависимости от стоимости и марки вашего автомобиля, он несомненно требует планового, а иногда и...
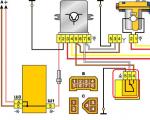
(ЦЗ), который позволяет водителю одновременно открыть все двери. В статье рассматривается центральный замок ВАЗ...

Рено Каптюр – уникальное сочетание эффективной внешности, отличной управляемости и удобства использования....

В условиях сегодняшнего рынка, Хендай Грета является одним из самых востребованных автомобилей . Такая...